


宽度方向:通常铝单板厂家的铝单板原料为成卷进厂,常用宽度因厂而异,多为1.5m至2.4m以及更宽。铝单板使用宽度应优先考虑1.5m及以下规格,因为此规格价格最低,供货周期最短。板幅过宽不但价格提高,而且随着尺寸的加大,其变形能力增加,容易造成工件表面变形、安装后失稳等后果。长度方向:由于一般折弯设备长度最大为6m,所以不建议加工6m以上长度的铝单板工件。
建筑幕墙可针对主体结构有一定位移能力,所以幕墙用铝单板板块间的拼接常使用分缝处理。铝单板立面由分缝处断开成独立的板块,分别安装。板缝的处理多为开缝、打胶、塞胶条等形式。板缝的布置由分格尺寸确定。
2.1 板缝的宽度取决于视觉效果、安装工艺、密封要求等。视觉上板缝宽度应该与建筑风格保持一致或近似。板缝过小容易造成安装困难且密封胶因伸缩量不够而撕裂;板缝过大则密封胶用量增加且容易起泡。目前常见铝单板胶缝大多在8mm至18mm之间。

2.2 板缝深度一般都会大于铝板折边长度,但也要设计合理。板缝浅时要考虑是否满足规范要求的最小打胶厚度,胶条是否可以安装。幕墙铝单板板缝深时则要考虑安装工具的操作范围。具体的深度需要结合实际安装形式、条件来确定。
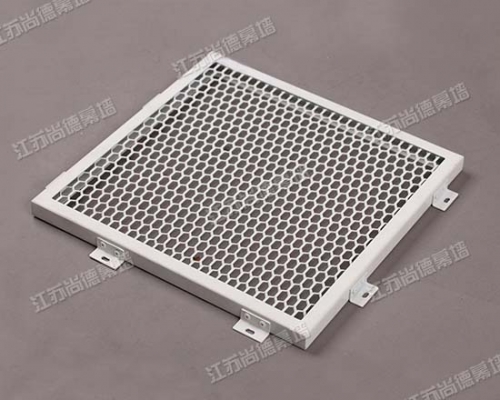
折边的最小值需考虑折弯机夹具的尺寸,折边过小则夹具无法夹住铝单板完成折弯。常用设备在转弯时规定折边最小值为9.5mm加板厚尺寸。既3mm铝板的最小折边尺寸为9.5+3=12.5mm。折边的最大尺寸应参照与铝板供应厂家签订的供货合同文件。一般来说铝单板的折边尺寸在某区域内属于供货厂家免费制作的范围,不计入费用。大于此数值则被视为面板而非折边。常见折边免费取值为23mm或25mm。
大多数铝单板采用了焊接工艺,如折边交接的部位、折边后有缺口需补铝板的部位、加强筋植钉与铝板之间的焊接等。焊接工艺一般由铝单板加工厂负责深化。需要幕墙设计人员注意的是,如果在铝单板设计时遇到必须焊接的情况,需考虑焊缝的位置安排。焊接时受高温影响铝单板会产生变形,虽然焊接完成后要对焊缝处进行磨平及补腻子处理,但喷涂后的效果依然有较大区别。所以应尽量避免将焊缝暴露于明显位置。